

Çeneli Kırıcı Rehberi: Seçimden Bakıma, Sorun Gidermeden Optimizasyona Kadar Eksiksiz Kılavuz
Giriş: Çeneli kırıcılar, ocak ve madencilik hatlarında çoğu zaman ilk kırma adımıdır. Bu rehber, teoriyi sahadaki uygulamalarla birleştirerek doğru modeli seçmenize, kurulum ve bakım hatalarını azaltmanıza ve enerji maliyetini düşürmenize yardımcı olur.
Çeneli Kırıcı Nedir ve Nasıl Çalışır?
Temel Çalışma Prensibi
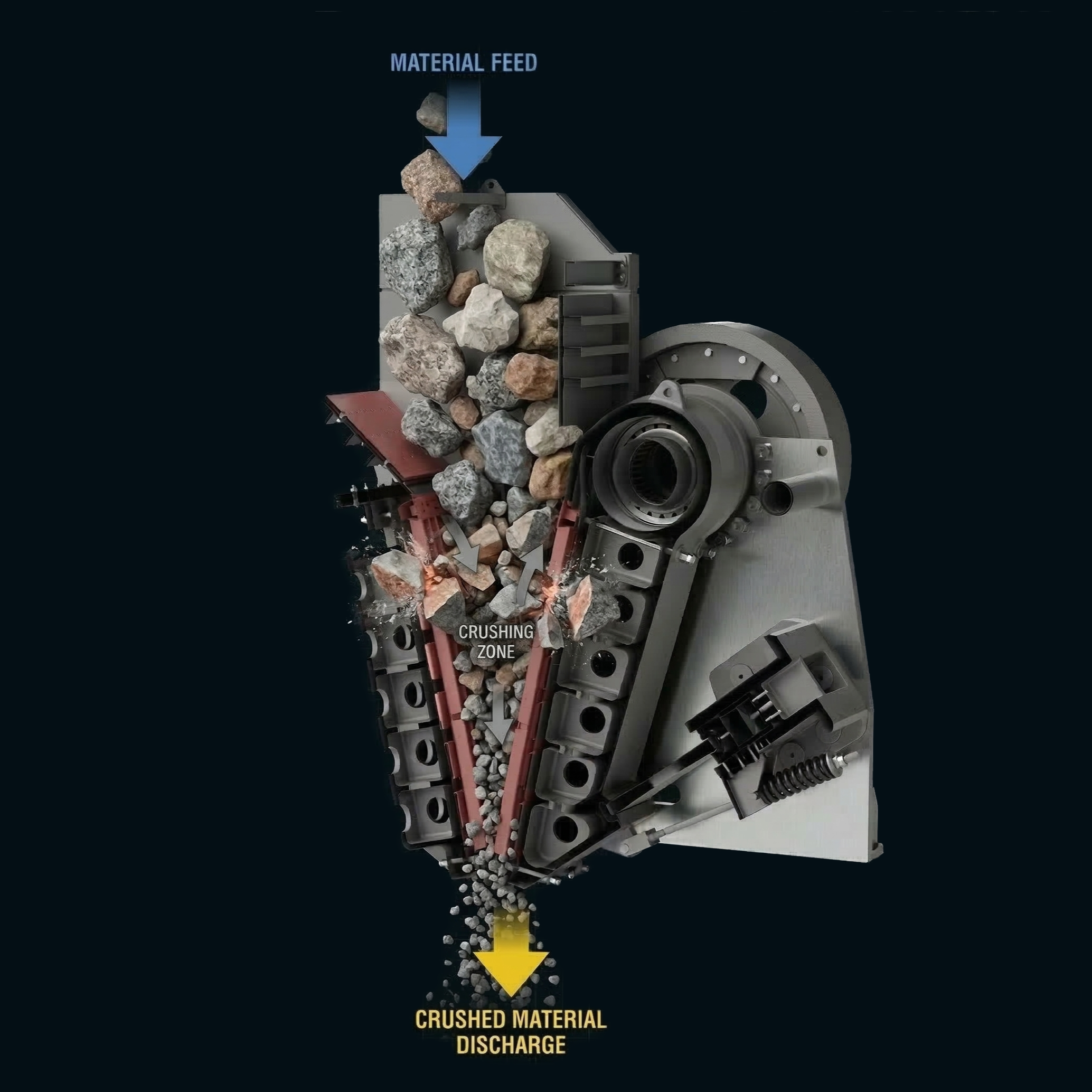
- Sabit çene / hareketli çene: Malzeme V şeklindeki hazneye girer; hareketli çene eksantrik mil sayesinde eliptik hareketle malzemeyi sabit çeneye sıkıştırır.
- Eksantrik mil ve eliptik hareket: Devir sayısı ve eksantrisite, kırma frekansı ve kapasiteyi belirler. Yanlış devirde çalışmak aşınma ve enerji tüketimini artırır.
- Adım adım malzeme geçişi: (1) Besleme hunisi → (2) V kanalına düşüş → (3) Sıkıştırma ve kırma → (4) Alt açıklıktan ürün çıkışı. Malzeme yeterince küçülene kadar bu döngü devam eder.
İndirgeme Oranı Nasıl Hesaplanır?
Formül: İndirgeme oranı = F80 / P80. Burada F80, beslemenin %80'inin geçtiği boy; P80 ise ürünün %80'inin geçtiği boydur.
Örnek: 800 mm granit bloğu 100 mm ürüne küçültmek için teorik oran 800 / 100 = 8:1. Tek kademede güvenli oran genelde 6:1 olduğu için iki kademeli kırma (primer + sekonder) önerilir.
İpucu: Besleme dağılımında iri parçalar (top size) teorik oranı bozar. Çeneli kırıcı seçerken maksimum parça boyunu dikkate alın.
Uyarı: Tek kademede 8:1 indirgeme denemek plakaları hızla tüketir ve motoru zorlar; 6:1 üstü için ikinci kademe veya konik/darbeli ile kombinasyon planlayın.
Çeneli Kırıcı Türleri — Hangisi Sizin İçin Doğru?
Primer vs. Sekonder Çeneli Kırıcı
Primer modeller, büyük besleme (örn. 800–1200 mm) için yüksek ağız açıklığı sunar. Sekonder modellerde geri dönüş yükü ve daha dar CSS kontrolü kritik hale gelir.
| Özellik | Primer | Sekonder |
|---|---|---|
| Besleme boyutu | 600–1200 mm | 150–400 mm |
| Geri dönüş yükü | Düşük | Yüksek; sirkülasyon planı şart |
| Kullanım | İlk kırma, yüksek kapasite | Boyut daraltma, şekillendirme öncesi |
| Ayar | Daha geniş CSS | İnce CSS, yakın kontrol |
Mobil vs. Sabit: 5 Yıllık TCO
Mobil üniteler hız ve esneklik sağlar; sabit üniteler uzun vadede daha düşük ton başı maliyet verir.
| Kalem | Mobil Çeneli Kırıcı | Sabit Çeneli Kırıcı |
|---|---|---|
| Satın alma | Yüksek (şasi, hidrolik) | Daha düşük |
| Nakliye/kurulum | Düşük; 1–3 gün | Beton temel, 2–4 hafta |
| Operasyonel verim | Hızlı saha değişimi | En düşük kWh/t |
| Bakım erişimi | Kolay, ancak sınırlı alan | Geniş servis alanı |
| 5 yıllık TCO | Esnek projelerde avantajlı | Sabit sahalarda daha düşük |
Karar: Kısa süreli şantiyeler, taşeron işler, izin belirsizliği varsa mobil; uzun soluklu ocak işletmelerinde sabit ünite tercih edin.
Laboratuvar Tipi Çeneli Kırıcılar
Numune hazırlama ve AR-GE için kullanılır; düşük kapasiteli (50–500 kg/s), dar CSS ayarları ve yüksek hassasiyet sunar. Endüstriyel serilere geçiş öncesi malzeme davranışı için hızlı veri sağlar.
Doğru Çeneli Kırıcıyı Seçmek — Adım Adım Karar Rehberi
1. Adım — Malzeme Özelliklerini Belirleyin
- Sertlik: Mohs 6 ve üzeri malzemelerde ağır görev çeneler ve yüksek manganlı plakalar seçin. Bond İş İndeksi yüksekse motor gücünü yükseltin.
- Nem: %5 üzeri nemde yapışma ve tıkanma artar; ön eleme veya ızgara besleyici ekleyin.
- Aşındırıcılık: Yüksek SiO₂ içeriğinde çene plakası alaşımını yükseltin, yan astar kullanımını planlayın.
- Yapışkanlık / elastikiyet: Kil oranı yüksek malzemelerde besleme hızı ve CSS kontrolüyle tıkanmayı önleyin.
2. Adım — Kapasite Hesabı
Hedeflenen ton/saat değeri, ağız boyu ve motor gücünü belirler. Genel kural: Primer çenede besleme genişliği (mm) ≈ 0.8 × maksimum parça boyu.
Örnek: Günlük 500 ton agrega (10 saat çalışma) hedefi → 50 t/saat. 50–150 mm besleme için 900×600 mm sınıfı bir çeneli kırıcı yeterlidir.
| Ton/saat | Önerilen ağız (mm) | Motor gücü (kW) |
|---|---|---|
| 50–120 | 900 × 600 | 55–90 |
| 120–250 | 1100 × 800 | 90–132 |
| 250–400 | 1300 × 1000 | 132–200 |
3. Adım — Ürün Boyutuna Göre Çene Açıklığı Seçimi
CSS (Closed Side Setting): En dar açıklık; ürün üst boyutunu belirler. OSS (Open Side Setting): En geniş açıklık; kapasiteyi etkiler. Kural olarak Ürün dmax ≈ 1.6 × CSS.
| Hedef ürün | Önerilen CSS | Not |
|---|---|---|
| 0–100 mm | 60–70 mm | Primer çıkışı |
| 0–63 mm | 40–45 mm | Sekonder çene |
| 0–32 mm | 20–25 mm | Laboratuvar / özel işler |
Teknik parametreler: Volan ağırlığı (atalet), rulman tipi (SRB/CRB), çene plakası alaşımı (Mn13, Mn18, Cr katkı) performansı doğrudan etkiler. Model seçerken bu verileri tedarikçiden isteyin.
Çene Açıklığı Nasıl Ayarlanır? — Adım Adım Pratik Kılavuz
Hidrolik Ayar Sistemi
- Güvenli durdurma: Beslemeyi kesin, motoru kapatın, ana şalteri kilitleyin.
- Hidrolik panel: Basınç değerini kontrol edin, üretici limitlerini aşmayın.
- Ayarlama: Hidrolik silindiri komutlayarak salınım bloğunu hareket ettirin, CSS hedefe getirin.
- Doğrulama: Test taşı veya kurşun tel ile açıklığı ölçün; 2–3 noktadan ölçüm yapın.
- İnce ayar: Ürün boyutu sapıyorsa OSS/CSS farkına bakın, besleme eğrisini düzeltin.
Şim Levhası ile Manuel Ayar
- Kırıcıyı durdurun, enerji izolasyonunu yapın.
- Şim paketine erişin; mevcut toplam kalınlığı kaydedin.
- Şim ekleyin (CSS daraltma) veya çıkarın (CSS genişletme). Tipik olarak 1 adet 5 mm şim ≈ 5–7 mm CSS değişimi.
- Şimleri eşit dağıtın, paralelliği koruyun.
- Yeniden sıkın, kısa süre boşta çalıştırıp titreşimi kontrol edin.
Ayar Sonrası Kontrol Listesi
- Test numunesiyle ürün üst boyutunu doğrula.
- Volan cıvataları ve salınım bloğu sıkılığını kontrol et.
- Yağlama basıncı ve sıcaklık trendlerini izle.
- Besleme ızgarası ve bunker akışını dengeli tut.
- Gerekirse çene plakası aşınma durumunu gözden geçir.
Çene Plakası Bakımı ve Değişimi
Çene Plakası Ne Zaman Değiştirilmeli?
- Aşınma göstergeleri: Kanca ve olukların kaybolması, diş yüksekliğinin ~%30'a düşmesi.
- Ağırlık kaybı: %30'a ulaşırsa yenileme planlayın.
- Performans: Ürün boyutu genişliyor veya kapasite %10 düştüyse plakayı çevirin veya değiştirin.
Çene Plakasını Ters Çevirme (Flip)
- Kırıcıyı kilitle/etiketle; beslemeyi tamamen durdur.
- Kaldırma kancalarını güvenle bağla, plakayı şaseye temas etmeden çıkar.
- Plakayı temizle, oturma yüzeyindeki birikintileri kazı.
- Plakayı ters çevirip yerine oturt; kama ve cıvataları üretici torkuna göre sık.
- Flip sonrası 2–4 saatlik çalışmada ürün boyutunu izle; gerekirse CSS'i yeniden ayarla.
Yeni Çene Plakası Montajı
- Eski plakayı sök, kama ve cıvataları kontrol et; hasarlı parçaları değiştir.
- Yatak yüzeyini temizle, gevşek malzeme bırakma.
- Yeni plakayı oturt, hizalamayı doğrula.
- Cıvataları yıldız düzeninde ve üretici tork değerlerine göre (örn. 450–650 N·m aralığı) sık.
- İlk çalıştırmada 15–20 dakika boşta döndür, ardından hafif yükle besle. 2 saat içinde cıvata sıkılığını tekrar kontrol et.
Yaygın Arızalar ve Sorun Giderme
Tıkanma (Jamming) Durumunda Ne Yapılmalı?
- Acil durdurma: Besleme konveyörünü ve kırıcı motorunu kapat.
- Enerji izolasyonu yap, kilitleme etiketleme (LOTO) uygula.
- Vinç veya kepçe ile büyük parçaları çıkar; kırıcı içine girmeden önce gaz ölçümü ve güvenlik kontrolü yap.
- Neden analizi: Aşırı besleme, ıslak malzeme veya metal kaçması tespit edilirse ızgara aralığını ve besleme hızını yeniden ayarla.
- Tekrarlamayı önleme: Ön eleme ekle, bunker seviyesini sabit tut, metal ayırıcı kullan.
Kırma Verimi Neden Düşer? — Teşhis Tablosu
| Belirti | Olası Neden | Çözüm |
|---|---|---|
| Ürün boyutu büyüyor | CSS genişledi | CSS ayarını kontrol et |
| Kapasite düştü | Çene plakası aşındı | Flip veya değişim yap |
| Motor yükleniyor | Aşırı besleme | Besleme hızını azalt |
| Titreşim arttı | Volan dengesizliği | Rulman ve volanı kontrol et |
Nemli / Yapışkan Malzemede Performans
Nem %8'i aştığında malzeme plakaya yapışır, CSS fiilen daralır ve tıkanma riski yükselir.
- Ön kurutma veya ızgara besleyici kullanın.
- Su püskürtme setini geçici olarak devre dışı bırakın; yapışmayı azaltın.
- Besleme dağılımını homojenleştirin; ani iri parça girişini önleyin.
Rulman Aşırı Isınması
- Normal çalışma: 50–80 °C arası tipiktir; 90 °C üstü alarmdır.
- Nedenler: Yanlış gres, fazla/eksik yağlama, hatalı hizalama, volan balansı.
- Çözüm: Üretici gres tipine geçin (NLGI 2), otomatik yağlama periyodunu doğrulayın, rulman boşluğunu ve volan balansını kontrol edin.
Çeneli Kırıcı Bakım Planı — Günlük, Haftalık, Aylık, Yıllık
Günlük Kontrol Listesi
- Vardiya başı ve sonunda sıkışmış malzemeyi temizle.
- Yağ seviyesini ve gres basıncını kontrol et.
- Çene plakası ve yan astar cıvatalarını gözle kontrol et.
- Motor ve rulman sıcaklık trendini takip et.
Haftalık Bakım
- Gresleme planını uygula, nipel tıkanıklığını kontrol et.
- Kayış gerginliği ve hizasını kontrol et.
- Yan astar ve taban astarı aşınmasını ölç.
Aylık ve Yıllık Bakım
- Eksantrik mil ve rulman boşluk ölçümlerini yap.
- Volan balansını kontrol et, gerekirse taşlama veya ağırlık ekleme yap.
- Çene plakası ağırlığını ölç; %30 kayıpta yenile.
- Elektrik ve otomasyon korumalarını (akım rölesi, titreşim sensörü) test et.
Çeneli Kırıcı vs. Darbeli Kırıcı vs. Konik Kırıcı
Karşılaştırma Tablosu
| Kriter | Çeneli | Darbeli | Konik |
|---|---|---|---|
| Malzeme sertliği | Yüksek | Düşük-Orta | Orta-Yüksek |
| Ürün şekli | Açık kübik | En kübik | İyi, ince ürün |
| Aşınma maliyeti | Düşük | Yüksek | Orta |
| Enerji tüketimi | Düşük | Orta | Düşük-Orta |
Pratik Karar Senaryoları
- Senaryo 1: Granit ocağı, primer kırma → Çeneli kırıcı.
- Senaryo 2: Kireçtaşı, kübik agrega → Darbeli kırıcı (HSI).
- Senaryo 3: Sert ve aşındırıcı, ince ürün → Konik kırıcı.
Enerji Tüketimini Optimize Etme
Verimi Etkileyen Faktörler
- Besleme boyut dağılımı ve homojenlik.
- Doluluk oranı: Hazne boş veya aşırı dolu çalışıyorsa kWh/t yükselir.
- CSS ayarı ve indirgeme oranı; aşırı indirgeme enerji cezası getirir.
Pratik Enerji Tasarrufu Tüyoları
- Ön eleme ile ince fraksiyonu ayırın; kırıcıyı gereksiz yükten kurtarın.
- Yıldız-üçgen yerine frekans konvertörü kullanarak yumuşak yol verin.
- Boşta çalışma süresini kısaltın; otomasyonla besleme-kırıcı senkronizasyonu yapın.
Sık Sorulan Sorular
- Çeneli kırıcının ömrü ne kadardır? Düzenli bakım ve doğru plaka seçimiyle 15–25 yıl arası hizmet verebilir.
- Çene plakası kaç saat dayanır? Malzemeye bağlı; aşındırıcı taşta 300–800 saat, daha yumuşak malzemede 1500 saate kadar çıkabilir.
- Aynı makinede farklı taş türleri kırılabilir mi? Evet; CSS, besleme hızı ve plaka alaşımını malzemeye göre ayarlayın.
- Kırıcı alırken garanti ve yedek parça deposu neden kritik? Duruş süresini ve toplam sahip olma maliyetini düşürür; GELEN çeneli kırıcı modelleri için yerel stok desteklenir.
- İkinci el çeneli kırıcı alınır mı? Rulman boşluğu, eksantrik mil, şase çatlak testi ve motor izolasyonunu mutlaka kontrol edin.
İlgili Makaleler
- Çeneli Kırıcı Bakım Planı — günlük, haftalık, aylık kontrol listeleri.
- Arıza Giderme Rehberi — belirti-neden-çözüm tabloları.
- CSS Ayar Rehberi — çeneli kırıcı çıkış boyutunu nasıl ayarlarsınız.
- Çene Plakası Seçim Rehberi — malzemenize uygun alaşımı seçin.
- Çeneli Kırıcı vs Darbeli Kırıcı — yan yana karşılaştırma.
- Çeneli Kırıcı vs Konik Kırıcı — hangisini ne zaman kullanmalı.
- Primer vs Sekonder Çeneli Kırıcı — tam kademe karşılaştırması.
- Beton Geri Dönüşümü için Çeneli Kırıcı — kurulum ve donatı yönetimi.
Sonuç ve Özet Kontrol Listesi
Doğru seçilmiş ve bakımı düzenli yapılan bir çeneli kırıcı, hattın toplam verimini ve enerji performansını belirler. Aşağıdaki hızlı kartı saha ekibinizle paylaşabilirsiniz:
- Malzeme sertliği, nem, aşındırıcılık doğrulandı mı?
- Kapasite (t/s) ve hedef ürün boyutu için CSS ayarı hesaplandı mı?
- Besleme ızgarası, metal ayırıcı ve otomasyon korumaları devrede mi?
- Günlük/haftalık/aylık bakım listeleri uygulanıyor mu?
- TCO hesabı yapıldı ve mobil/sabit kararı net mi?
Detaylı teknik destek ve proje özelinde çeneli kırıcı seçimi için ekibimizle iletişime geçebilirsiniz.