

Podręcznik kruszarki szczękowej: kompletny przewodnik od doboru po serwis, diagnostykę i optymalizację
Wprowadzenie: Kruszarki szczękowe to zwykle pierwszy etap kruszenia w kopalniach i kamieniołomach. Ten podręcznik łączy teorię z praktyką terenową, aby dobrać właściwy model, ograniczyć błędy montażu i serwisu oraz zmniejszyć zużycie energii.
Czym jest kruszarka szczękowa i jak działa?
Podstawowa zasada pracy
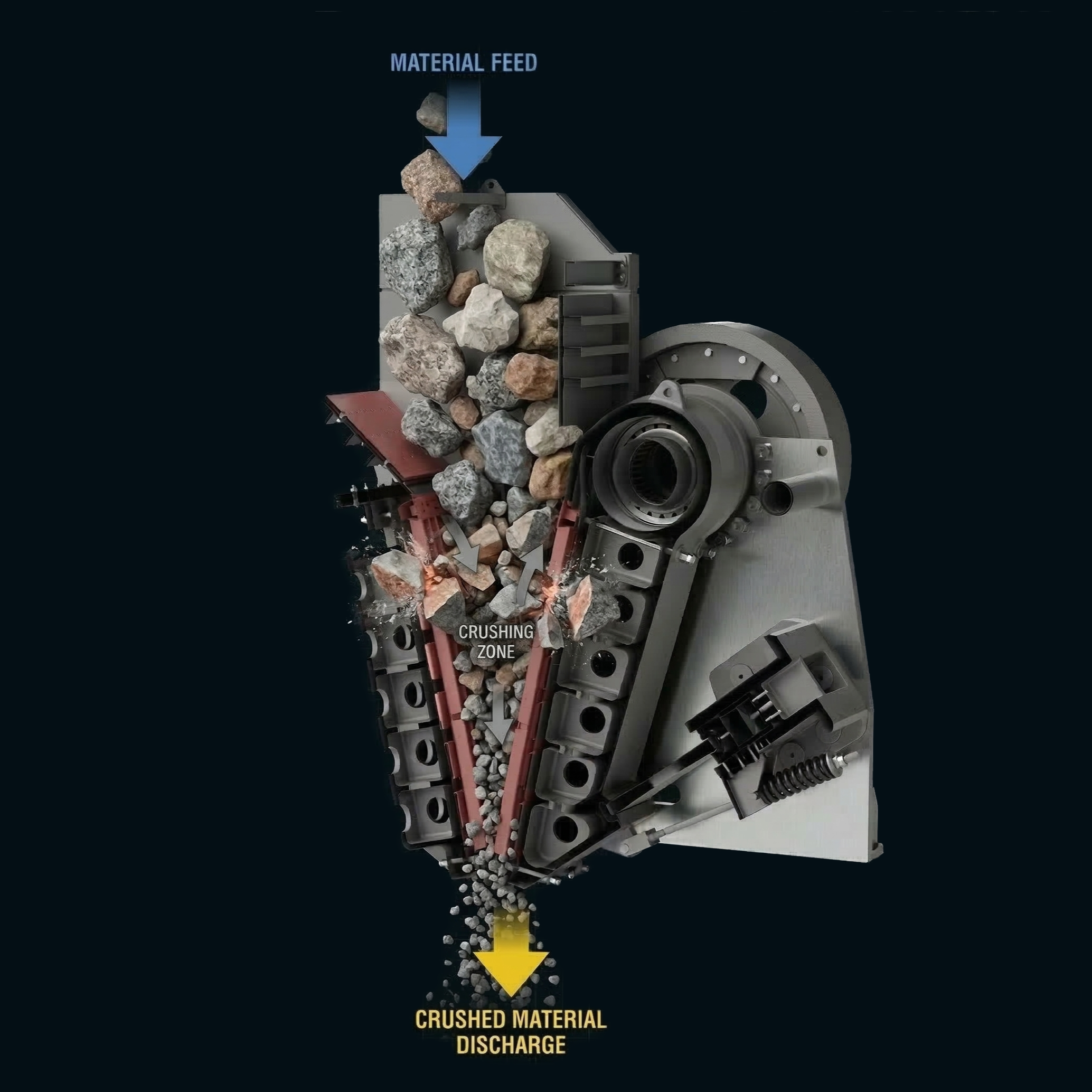
- Szczęka stała / ruchoma: Materiał trafia do komory w kształcie V; ruchoma szczęka wykonuje ruch eliptyczny dzięki wałowi mimośrodowemu i dociska do szczęki stałej.
- Wał mimośrodowy i ruch eliptyczny: Obroty i mimośrodowość definiują częstotliwość skoku i wydajność. Zła prędkość zwiększa zużycie i pobór mocy.
- Przepływ krok po kroku: (1) Zasyp z leja → (2) Spadek do V → (3) Ściskanie i pękanie → (4) Wysyp, gdy materiał jest dość drobny. Cykl powtarza się aż do wyjścia produktu.
Jak obliczyć stopień rozdrobnienia?
Wzór: Stopień rozdrobnienia = F80 / P80. F80 to wymiar, przez który przechodzi 80% nadawy; P80 to wymiar, przez który przechodzi 80% produktu.
Przykład: Redukcja bloku granitu 800 mm do 100 mm daje teoretycznie 800 / 100 = 8:1. Bezpieczny jednoprzebiegowy stosunek to zwykle ~6:1, więc zaplanuj dwie fazy (pierwotna + wtórna).
Wskazówka: Pojedyncze nadwymiarowe bryły zniekształcają obliczenia. Dobierając kruszarkę szczękową, uwzględnij maksymalny wymiar ziarna, nie tylko F80.
Uwaga: Próba uzyskania 8:1 w jednym przejściu przyspiesza zużycie płyt i przeciąża silnik; powyżej ~6:1 zaplanuj drugi stopień lub połącz z kruszarką stożkową/udarową.
Typy kruszarek szczękowych — który pasuje do Twojej pracy?
Kruszarka pierwotna vs. wtórna
Modele pierwotne mają szerokie gardziele (np. 800–1200 mm). Wtórne wymagają ciaśniejszego CSS i kontroli obiegu recyrkulacji.
| Cecha | Pierwotna | Wtórna |
|---|---|---|
| Wielkość nadawy | 600–1200 mm | 150–400 mm |
| Ładunek recyrkulacji | Niski | Wysoki; trzeba kontrolować |
| Zastosowanie | Pierwsze rozbicie, wysoka wydajność | Dalsza redukcja przed kształtowaniem |
| Ustawienie | Szerszy CSS | Wąski CSS, precyzyjna kontrola |
Mobilna vs. stacjonarna: TCO na 5 lat
Jednostki mobilne dają szybkość i elastyczność; stacjonarne zapewniają najniższy koszt/t na dłuższym horyzoncie.
| Pozycja | Szczękowa mobilna | Szczękowa stacjonarna |
|---|---|---|
| Zakup | Wyższy (podwozie, hydraulika) | Niższy |
| Transport / montaż | Niski; 1–3 dni | Fundament betonowy, 2–4 tygodnie |
| Efektywność pracy | Szybkie zmiany lokalizacji | Najniższy kWh/t |
| Dostęp serwisowy | Łatwy, ale ciaśniej | Duża przestrzeń serwisowa |
| TCO 5 lat | Najlepsze dla projektów elastycznych | Najniższe dla stałych kopalń |
Decyzja: Wybierz mobilną dla krótkich zleceń, kruszenia kontraktowego lub niepewnych pozwoleń; stacjonarną dla długowiecznych kopalń.
Kruszarki szczękowe laboratoryjne
Do przygotowania próbek i R&D; niska wydajność (50–500 kg/h), ciasny CSS, wysoka powtarzalność. Idealne, by poznać zachowanie materiału przed skalowaniem.
Jak wybrać właściwą kruszarkę — krok po kroku
Krok 1 — Określ właściwości materiału
- Twardość: Dla Mohsa 6+ użyj wzmocnionych szczęk i wyższej zawartości Mn. Przy wysokim wskaźniku pracy Bonda zwiększ moc silnika.
- Wilgotność: Powyżej 5% rośnie lepkość; dodaj przesiać wstępnie lub podajnik grizzly.
- Ścieralność: Przy wysokiej krzemionce popraw stop płyt szczękowych i zaplanuj okładziny boczne.
- Lepkość / elastyczność: Przy dużej zawartości gliny zmniejsz podawanie i pilnuj CSS, by uniknąć zatorów.
Krok 2 — Obliczenie wydajności
Docelowe t/h definiują szerokość gardzieli i moc silnika. Reguła: szerokość gardzieli pierwotnej (mm) ≈ 0,8 × max bryła.
Przykład: 500 t/dzień kruszywa przy 10 h/dzień → 50 t/h. Dla nadawy 50–150 mm pasuje klasa 900×600 mm kruszarki szczękowej.
| t/h | Sugerowana gardziel (mm) | Moc silnika (kW) |
|---|---|---|
| 50–120 | 900 × 600 | 55–90 |
| 120–250 | 1100 × 800 | 90–132 |
| 250–400 | 1300 × 1000 | 132–200 |
Krok 3 — Dobierz CSS do produktu
CSS (Closed Side Setting): Najwęższe otwarcie, kontroluje maksymalny wymiar. OSS (Open Side Setting): Najszersze otwarcie, wpływa na wydajność. Reguła: dmax produktu ≈ 1,6 × CSS.
| Produkt docelowy | Zalecany CSS | Uwagi |
|---|---|---|
| 0–100 mm | 60–70 mm | Wyjście pierwotne |
| 0–63 mm | 40–45 mm | Szczękowa wtórna |
| 0–32 mm | 20–25 mm | Lab / specjalne |
Parametry kluczowe: Masa koła zamachowego (inercja), typ łożysk (SRB/CRB), stop płyt (Mn13, Mn18, dodatek Cr) bezpośrednio wpływają na osiągi. Poproś dostawcę o te dane.
Jak wyregulować CSS — przewodnik praktyczny
Ustawienie hydrauliczne
- Bezpieczny stop: zatrzymaj podajnik, wyłącz silnik, zablokuj zasilanie.
- Panel hydrauliczny: sprawdź ciśnienie; trzymaj się limitów OEM.
- Reguluj: przesuń blok kołyszący siłownikiem; ustaw CSS na cel.
- Sprawdź: zmierz kamieniem testowym lub drutem ołowianym w 2–3 punktach.
- Dostrajamy: jeśli produkt "ucieka", sprawdź różnicę OSS/CSS i krzywą zasilania.
Ustawienie na podkładkach (legacy)
- Wyłącz i odizoluj energię.
- Dostęp do pakietu podkładek; zapisz łączną grubość.
- Dodaj podkładki (zwęż CSS) lub usuń (poszerz CSS). Typowa podkładka 1 × 5 mm ≈ 5–7 mm zmiany CSS.
- Rozłóż równomiernie, aby utrzymać równoległość.
- Dokładnie dokręć, uruchom krótko na biegu jałowym, sprawdź wibracje.
Lista kontrolna po regulacji
- Zweryfikuj wymiar maksymalny na próbce.
- Sprawdź śruby koła zamachowego i moment bloku kołyszącego.
- Monitoruj ciśnienie i temperaturę smarowania.
- Utrzymuj stabilny przepływ na grizzly i w zasypie.
- Sprawdzaj zużycie płyt, gdy produkt się zmienia.
Utrzymanie i wymiana płyt
Kiedy wymienić płyty?
- Wskaźniki zużycia: Wysokość zębów spada do ~30%; znikają haki i doliny.
- Ubytek masy: Około 30% — zaplanuj wymianę.
- Osiągi: Jeśli produkt grubieje lub wydajność spada ~10%, obróć lub wymień.
Odwracanie płyt — kiedy i jak
- Zablokuj energię; zatrzymaj całkowicie podawanie.
- Bezpieczny podnośnik; zdejmij płytę bez rysowania ramy.
- Wyczyść powierzchnie przylegania.
- Obróć, osadź i dokręć kliny/śruby do momentu z instrukcji.
- Pracuj 2–4 h i sprawdź produkt; w razie potrzeby skoryguj CSS.
Montaż nowych płyt
- Usuń starą płytę; oceń kliny/śruby, wymień uszkodzone.
- Dokładnie oczyść miejsce przylegania.
- Osadź nową płytę; potwierdź wyrównanie.
- Dokręć w gwiazdę do momentu OEM (np. 450–650 N·m typowo).
- Pracuj 15–20 min na biegu jałowym, potem lekki zasyp. Dokręć ponownie w ciągu 2 h.
Typowe awarie i diagnostyka
Co zrobić przy zatorze?
- Awaryjne zatrzymanie: stop podajnik i silnik.
- Odłącz zasilanie (LOTO).
- Użyj dźwigu/ładowarki do usunięcia nadwymiaru; przed wejściem sprawdź atmosferę i BHP.
- Przyczyna: nadmierne podawanie, wilgotny materiał lub ciało obce — dostosuj grizzly i strumień.
- Zapobieganie: dodaj preselekcję, trzymaj stabilny poziom w zasypie, zastosuj separator metalu.
Dlaczego spadła efektywność? — Tabela diagnostyczna
| Objaw | Przyczyna | Działanie |
|---|---|---|
| Produkt się pogrubia | CSS się rozszerzył | Sprawdź / zresetuj CSS |
| Spadła wydajność | Zużyta płyta | Obróć lub wymień |
| Silnik przeciążony | Nadmierne zasilanie | Zmniejsz strumień |
| Wzrost wibracji | Niewyważone koło zamachowe | Sprawdź łożyska i koło |
Materiał mokry / lepki
Powyżej ~8% wilgotności materiał przykleja się do płyt; CSS efektywnie się zawęża i rośnie ryzyko zatoru.
- Stosuj podsuszenie lub podajnik grizzly.
- Czasowo wyłącz zraszacze, by zmniejszyć lepkość.
- Zapewnij równomierne zasilanie; unikaj nagłych dużych brył.
Przegrzewanie łożysk
- Normalnie: ~50–80 °C; >90 °C to alarm.
- Przyczyny: Zła smarowność, nadmiar/niedobór smaru, niewspółosiowość, niewyważenie koła.
- Działanie: Smar OEM (NLGI 2), sprawdź interwał autolubrykacji, kontroluj luz łożysk i wyważenie koła.
Plan serwisowy — dzienny, tygodniowy, miesięczny, roczny
Checklist dzienny
- Usuń materiał uwięziony na starcie/końcu zmiany.
- Sprawdź poziom oleju i ciśnienie smaru.
- Oceń wzrokowo śruby szczęk i okładzin bocznych.
- Śledź trend temperatur silnika i łożysk.
Serwis tygodniowy
- Smaruj zgodnie z planem; upewnij się, że kalamitki są drożne.
- Sprawdź napięcie i osiowanie pasów.
- Zmierz zużycie okładzin bocznych i podstawy.
Miesięczny i roczny
- Zmierz luzy wału mimośrodowego i łożysk.
- Sprawdź wyważenie koła; szlifuj lub dodaj ciężar, jeśli trzeba.
- Zważ płyty; wymień przy ~30% ubytku.
- Przetestuj zabezpieczenia elektryczne/automatyki (przekaźnik przeciążeniowy, czujnik wibracji).
Szczęka vs. udar vs. stożek — jaki materiał, jaka maszyna?
Tabela porównawcza
| Kryterium | Szczęka | Udar | Stożek |
|---|---|---|---|
| Twardość materiału | Wysoka | Niska–Średnia | Średnia–Wysoka |
| Kształt produktu | Sześcienny, otwarty | Najbardziej sześcienny | Dobry, drobny produkt |
| Koszt zużycia | Niski | Wysoki | Średni |
| Zużycie energii | Niskie | Średnie | Niskie–Średnie |
Scenariusze praktyczne
- Scenariusz 1: Kamieniołom granitu, rozbicie pierwotne → Kruszarka szczękowa.
- Scenariusz 2: Wapień, cel kruszywo kubiczne → Kruszarka udarowa (HSI).
- Scenariusz 3: Twardy, abrazyjny materiał, drobny produkt → Kruszarka stożkowa.
Optymalizacja zużycia energii
Czynniki wpływające na efektywność
- Rozkład i jednorodność nadawy.
- Wypełnienie komory: zbyt pusta lub zbyt pełna podnosi kWh/t.
- Ustawienie CSS i stopień rozdrobnienia; nadmierna redukcja podnosi koszty energii.
Praktyczne wskazówki energetyczne
- Wstępnie odsiej frakcję drobną, aby odciążyć kruszarkę.
- Użyj falownika (VFD) zamiast gwiazda-trójkąt dla miękkiego rozruchu.
- Ogranicz pracę na biegu jałowym; synchronizuj podajnik i kruszarkę z automatyką.
FAQ
- Jak długo pracuje kruszarka szczękowa? Przy właściwej obsłudze i płytach zwykle 15–25 lat.
- Ile godzin pracują płyty szczękowe? Zależnie od materiału; 300–800 h na skale abrazyjnej, do ~1500 h na miększej.
- Czy jedna maszyna może kruszyć różne skały? Tak; dostosuj CSS, wydajność podawania i stop płyt do materiału.
- Dlaczego gwarancja i magazyn części są kluczowe? Skracają przestoje i TCO; modele kruszarek szczękowych GELEN mają lokalne części.
- Kupować używaną kruszarkę? Sprawdź luzy łożysk, wał mimośrodowy, pęknięcia ramy i izolację silnika.
Podsumowanie i szybka checklist
Dobrze dobrana i utrzymana kruszarka szczękowa podnosi wydajność całej instalacji i efektywność energetyczną. Podziel się tą szybką listą z zespołem:
- Czy zweryfikowano twardość, wilgotność, ścieralność?
- Czy wydajność (t/h) i CSS są ustawione pod docelowy wymiar?
- Czy grizzly, separator metalu i zabezpieczenia automatyki są aktywne?
- Czy realizowane są listy serwisowe dzienne/tygodniowe/miesięczne?
- Czy policzono TCO i jasny jest wybór mobilna vs. stacjonarna?
Po wsparcie techniczne i dobór pod projekt skontaktuj się z naszym zespołem.
Powiązane artykuły
- Harmonogram konserwacji kruszarki szczękowej — listy kontrolne dzienne, tygodniowe, miesięczne i roczne ze specyfikacjami smarowania.
- Diagnostyka kruszarki szczękowej — tabele usterek, procedura awaryjnego odblokowywania, analiza wibracji.
- Kruszarka szczękowa vs udarowa — matryca decyzyjna, limity twardości, kształt produktu i analiza TCO.
- Kruszarka szczękowa vs stożkowa — porównanie ról, scenariusze zastosowań i kiedy stosować obie.
- Ustawianie CSS kruszarki szczękowej — tabele referencyjne wg materiału i procedury regulacji.
- Kruszarka do recyklingu betonu — obsługa zbrojenia, separator magnetyczny i zgodność środowiskowa.
- Dobór płyt szczękowych — porównanie Mn14, Mn18, Mn22 i procedura wymiany.
- Kruszarka pierwotna vs wtórna — specyfikacje CK i CKC, scenariusze zastosowań.