

Manuel du concasseur à mâchoire : guide complet de la sélection à la maintenance, au dépannage et à l'optimisation
Introduction : Les concasseurs à mâchoire sont souvent la première étape de concassage en carrière et en mine. Ce manuel combine théorie et pratiques terrain pour choisir le bon modèle, réduire les erreurs d'installation et de maintenance, et baisser la consommation énergétique.
Qu'est-ce qu'un concasseur à mâchoire et comment fonctionne-t-il ?
Principe de fonctionnement
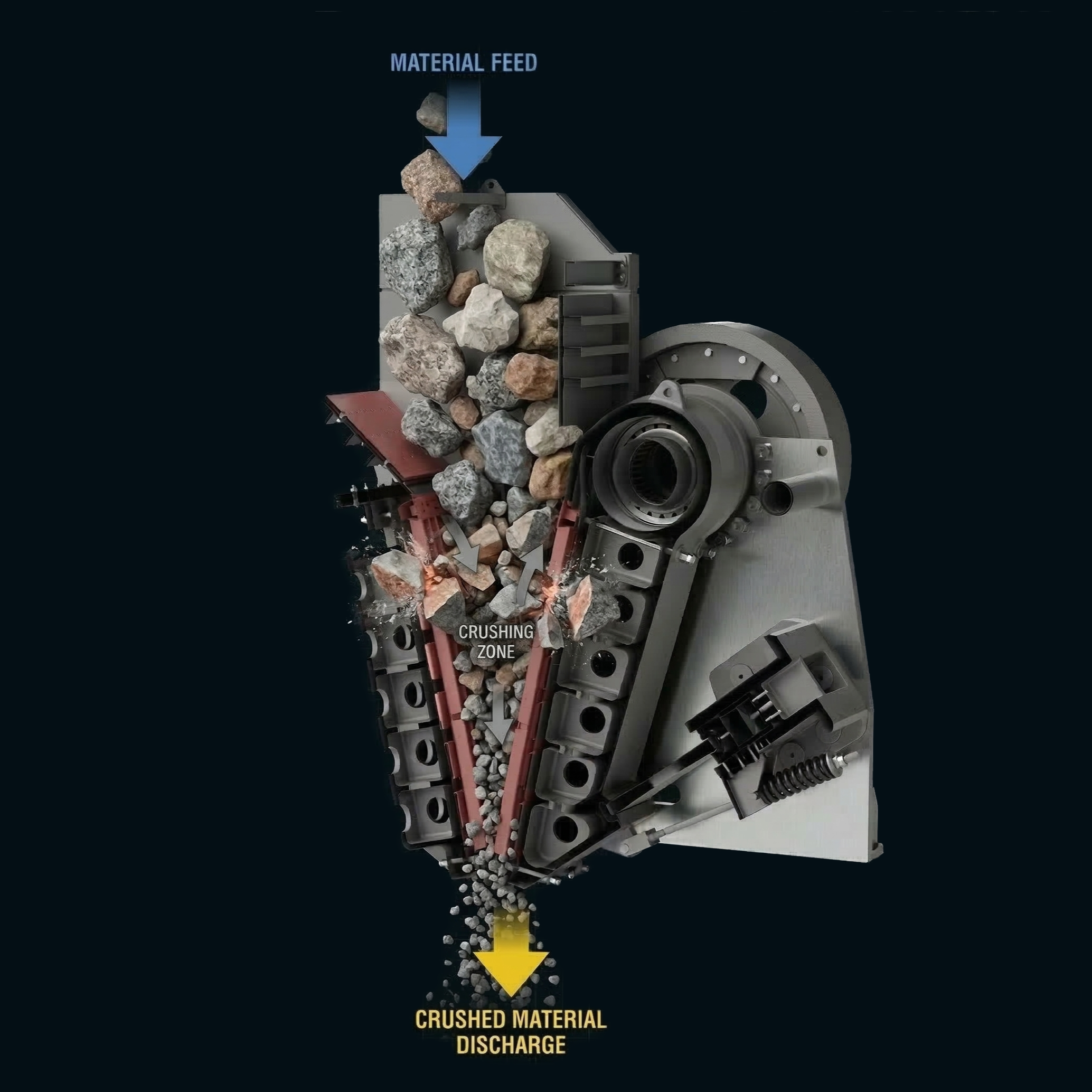
- Mâchoire fixe / mobile : Le matériau entre dans la chambre en V ; la mâchoire mobile suit un mouvement elliptique via l'arbre excentrique et comprime contre la mâchoire fixe.
- Arbre excentrique et mouvement elliptique : Les tr/min et l'excentricité définissent la fréquence de course et la capacité. Une mauvaise vitesse augmente l'usure et la consommation.
- Flux étape par étape : (1) Trémie → (2) Chute dans le V → (3) Compression et rupture → (4) Décharge quand c'est assez petit. Le cycle se répète jusqu'à sortie du produit.
Comment calculer le ratio de réduction ?
Formule : Ratio de réduction = F80 / P80. F80 est la taille que passe 80% de l'alimentation ; P80 est la taille que passe 80% du produit.
Exemple : Réduire un bloc de granit de 800 mm à 100 mm donne 800 / 100 = 8:1. Les ratios sûrs en une seule étape sont généralement ~6:1 ; planifiez donc deux étapes (primaire + secondaire).
Astuce : Les gros blocs surestimés faussent le ratio. En choisissant un concasseur à mâchoire, considérez le maximum d'alimentation, pas seulement le F80.
Prudence : Tenter 8:1 en une seule passe accélère l'usure des plaques et surcharge le moteur ; au-delà de ~6:1, prévoyez une deuxième étape ou combinez avec un concasseur à cône/impact.
Types de concasseurs à mâchoire — lequel convient à votre opération ?
Concasseur primaire vs. secondaire
Les modèles primaires offrent de larges ouvertures (ex. 800–1200 mm). Les modèles secondaires exigent un CSS plus serré et la gestion de la charge de recirculation.
| Caractéristique | Primaire | Secondaire |
|---|---|---|
| Taille d'alimentation | 600–1200 mm | 150–400 mm |
| Charge de recirculation | Basse | Élevée ; à gérer |
| Usage | Premier cassage, haute capacité | Réduction supplémentaire avant façonnage |
| Réglage | CSS plus large | CSS serré, contrôle fin |
Mobile vs. fixe : TCO sur 5 ans
Les unités mobiles apportent vitesse et flexibilité ; les fixes offrent le coût par tonne le plus bas sur le long terme.
| Poste | Mâchoire mobile | Mâchoire fixe |
|---|---|---|
| Achat | Plus élevé (châssis, hydraulique) | Plus faible |
| Transport / montage | Faible ; 1–3 jours | Fondations béton, 2–4 semaines |
| Efficacité opérationnelle | Changement rapide de site | kWh/t minimal |
| Accès maintenance | Facile mais espace restreint | Large espace de service |
| TCO 5 ans | Idéal projets flexibles | Plus bas pour carrières fixes |
Décision : Choisissez mobile pour chantiers courts, sous-traitance ou incertitude de permis ; choisissez fixe pour carrières de longue durée.
Concasseurs à mâchoire de laboratoire
Pour la préparation d'échantillons et la R&D ; faible capacité (50–500 kg/h), CSS serré, haute répétabilité. Idéal pour comprendre le comportement du matériau avant mise à l'échelle.
Comment choisir le bon concasseur — étapes
Étape 1 — Définir les propriétés du matériau
- Dureté : Pour Mohs 6+, utilisez des mâchoires renforcées et plus de Mn. Si l'indice de travail Bond est élevé, augmentez la puissance moteur.
- Humidité : Au-dessus de 5% augmente l'adhérence ; ajoutez précriblage ou alimentateur grizzly.
- Abrasivité : Avec forte teneur en silice, améliorez l'alliage des plaques et prévoyez des blindages latéraux.
- Plasticité / élasticité : Avec beaucoup d'argile, réduisez le débit et contrôlez étroitement le CSS pour éviter les bourrages.
Étape 2 — Calcul de capacité
Les t/h visées déterminent l'ouverture et la puissance moteur. Règle : Largeur de bouche primaire (mm) ≈ 0,8 × taille max de bloc.
Exemple : 500 t/j à 10 h/j → 50 t/h. Pour une alimentation 50–150 mm, une classe 900×600 mm de concasseur à mâchoire convient.
| t/h | Ouverture suggérée (mm) | Puissance moteur (kW) |
|---|---|---|
| 50–120 | 900 × 600 | 55–90 |
| 120–250 | 1100 × 800 | 90–132 |
| 250–400 | 1300 × 1000 | 132–200 |
Étape 3 — Définir le CSS selon le produit cible
CSS (Closed Side Setting) : Ouverture la plus étroite, contrôle la taille max. OSS (Open Side Setting) : Ouverture la plus large, impacte la capacité. Règle : dmax produit ≈ 1,6 × CSS.
| Produit cible | CSS recommandé | Note |
|---|---|---|
| 0–100 mm | 60–70 mm | Sortie primaire |
| 0–63 mm | 40–45 mm | Mâchoire secondaire |
| 0–32 mm | 20–25 mm | Laboratoire / spécial |
Paramètres clés : Masse de volant (inertie), type de roulement (SRB/CRB), alliage des plaques (Mn13, Mn18, ajout Cr) impactent directement les performances. Demandez ces données au fournisseur.
Comment régler le CSS — guide pratique
Réglage hydraulique
- Arrêt sûr : stoppez l'alimentateur, coupez le moteur, verrouillez l'énergie.
- Tableau hydraulique : vérifiez la pression ; restez dans les limites OEM.
- Ajustez : commandez le vérin pour déplacer le bloc oscillant ; amenez le CSS à la cible.
- Vérifiez : mesurez avec pierre test ou fil de plomb à 2–3 points.
- Affinez : si le produit dérive, vérifiez l'écart OSS/CSS et la courbe d'alimentation.
Réglage par cales (systèmes legacy)
- Coupez et isolez l'énergie.
- Accédez au pack de cales ; notez l'épaisseur totale.
- Ajoutez des cales (resserre CSS) ou retirez (ouvre CSS). Une cale 1 × 5 mm ≈ 5–7 mm de variation CSS.
- Répartissez uniformément pour garder le parallélisme.
- Resserrez, faites tourner à vide, contrôlez la vibration.
Checklist après réglage
- Validez la taille max avec un échantillon.
- Contrôlez les boulons du volant et le couple du bloc oscillant.
- Surveillez pression et température de lubrification.
- Maintenez un flux stable au grizzly et à la trémie.
- Inspectez l'usure des plaques si le produit dérive.
Maintenance et remplacement des plaques
Quand remplacer les plaques ?
- Indicateurs d'usure : Hauteur des dents à ~30% ; crochets et vallées disparaissent.
- Perte de poids : Vers ~30% planifiez le changement.
- Performance : Si le produit grossit ou que la capacité baisse ~10%, retournez ou remplacez.
Retourner les plaques — quand et comment
- Verrouillez l'énergie ; arrêtez complètement l'alimentation.
- Levez en sécurité ; retirez sans rayer le bâti.
- Nettoyez les surfaces d'appui.
- Retournez, asseyez et serrez cales/boulons au couple spécifié.
- Faites tourner 2–4 h et revérifiez le produit ; ajustez le CSS si besoin.
Installer des plaques neuves
- Retirez l'ancienne plaque ; inspectez cales/boulons, remplacez si abîmés.
- Nettoyez soigneusement la surface d'appui.
- Asseyez la plaque neuve ; confirmez l'alignement.
- Serrer en étoile au couple OEM (ex. 450–650 N·m typique).
- Faites tourner 15–20 min à vide, puis faible alimentation. Resserrez le couple sous 2 h.
Pannes courantes et dépannage
Que faire en cas de bourrage ?
- Arrêt d'urgence : stoppez alimentateur et moteur.
- Isolez l'énergie (LOTO).
- Utilisez grue ou chargeur pour retirer le surdimensionné ; testez gaz et sécurité avant entrée.
- Cause racine : suralimentation, matériau humide ou métal étranger — ajustez grizzly et débit.
- Prévention : ajoutez précriblage, maintenez niveau stable en trémie, utilisez séparateur de métaux.
Pourquoi l'efficacité chute ? — Tableau diagnostic
| Symptôme | Cause probable | Action |
|---|---|---|
| Produit plus grossier | CSS élargi | Vérifier/réinitialiser CSS |
| Baisse de capacité | Plaque usée | Retourner ou remplacer |
| Moteur surchargé | Suralimentation | Réduire le débit |
| Vibration accrue | Volant déséquilibré | Contrôler roulements et volant |
Matériau humide / collant
Au-delà de ~8% d'humidité, le matériau colle ; le CSS se resserre effectivement et le risque de bourrage augmente.
- Utilisez pré-séchage ou alimentateur grizzly.
- Désactivez temporairement les barres d'arrosage pour réduire l'adhérence.
- Gardez une distribution homogène ; évitez les gros blocs soudains.
Surchauffe des roulements
- Normal : ~50–80 °C ; >90 °C = alarme.
- Causes : Mauvaise graisse, sur/sous-lubrification, désalignement, déséquilibre du volant.
- Action : Graisse OEM (NLGI 2), vérifiez l'intervalle d'auto-lubrification, contrôlez jeu des roulements et équilibre du volant.
Plan de maintenance — quotidien, hebdo, mensuel, annuel
Checklist quotidienne
- Nettoyez le matériau coincé début/fin de poste.
- Vérifiez niveau d'huile et pression de graisse.
- Inspectez visuellement boulons de mâchoire et blindages latéraux.
- Suivez la tendance de température moteur et roulements.
Maintenance hebdomadaire
- Graissez selon plan ; confirmez que les graisseurs sont libres.
- Contrôlez tension et alignement des courroies.
- Mesurez l'usure des blindages latéraux et de base.
Mensuelle et annuelle
- Mesurez jeux d'arbre excentrique et de roulements.
- Vérifiez l'équilibrage du volant ; rectifiez ou ajoutez du poids si besoin.
- Pesez les plaques ; remplacez vers ~30% de perte.
- Testez protections électriques/automatisées (relais surintensité, capteur vibration).
Mâchoire vs. impact vs. cône — quel matériau pour quelle machine ?
Tableau comparatif
| Critère | Mâchoire | Impact | Cône |
|---|---|---|---|
| Dureté matériau | Élevée | Basse–Moyenne | Moyenne–Élevée |
| Forme du produit | Cubique ouverte | Plus cubique | Bonne, produit fin |
| Coût d'usure | Faible | Élevé | Moyen |
| Consommation énergétique | Faible | Moyenne | Faible–Moyenne |
Scénarios pratiques
- Scénario 1 : Carrière de granit, cassage primaire → Concasseur à mâchoire.
- Scénario 2 : Calcaire, objectif granulats cubiques → Concasseur à impact (HSI).
- Scénario 3 : Matériau dur et abrasif, produit fin → Concasseur à cône.
Optimiser la consommation d'énergie
Facteurs qui impactent l'efficacité
- Distribution et uniformité de la granulométrie d'alimentation.
- Remplissage de chambre : trop vide ou trop pleine augmente le kWh/t.
- Réglage CSS et ratio de réduction ; la sur-réduction coûte de l'énergie.
Conseils énergie pratiques
- Précribler les fines pour décharger le concasseur.
- Utiliser un variateur (VFD) plutôt qu'étoile-triangle pour un démarrage doux.
- Réduire les temps à vide ; synchroniser alimentateur et concasseur via l'automatisation.
FAQ
- Quelle est la durée de vie d'un concasseur à mâchoire ? Avec un bon entretien et les bonnes plaques, typiquement 15–25 ans.
- Combien d'heures durent les plaques ? Selon le matériau ; 300–800 h sur roche abrasive, jusqu'à ~1500 h sur pierre plus tendre.
- Une machine peut-elle traiter différentes roches ? Oui ; adaptez CSS, débit et alliage des plaques selon le matériau.
- Pourquoi la garantie et le stock de pièces sont critiques ? Ils réduisent les arrêts et le TCO ; les concasseurs à mâchoire GELEN sont soutenus par des pièces locales.
- Acheter un concasseur d'occasion ? Vérifiez jeu de roulements, arbre excentrique, fissures du bâti et isolation moteur.
Conclusion et checklist rapide
Un concasseur à mâchoire bien choisi et entretenu tire vers le haut la performance de l'installation et l'efficacité énergétique. Partagez cette carte rapide avec vos équipes :
- Dureté, humidité, abrasivité vérifiées ?
- Capacité (t/h) et CSS définis pour la taille cible ?
- Grizzly, séparateur de métaux et protections d'automatisation actifs ?
- Listes de maintenance quotidienne/hebdo/mensuelle suivies ?
- TCO calculé et choix mobile vs. fixe clarifié ?
Pour une sélection adaptée à votre projet et un support technique, contactez notre équipe.
Articles Connexes
- Plan de maintenance du concasseur à mâchoires — checklists quotidiennes à annuelles.
- Guide de dépannage du concasseur à mâchoires — tableaux diagnostiques.
- Mâchoires vs percussion — limites de dureté et coûts d'usure.
- Mâchoires vs cône — rôles primaire et secondaire.
- Guide de réglage CSS — ajustement hydraulique et par cales.
- Recyclage du béton — configuration et conformité.
- Sélection des plaques de mâchoire — Mn14, Mn18, Mn22.
- Primaire vs secondaire — spécifications et scénarios.